
The importance of machine alignment cannot be overstated. "There is no lubricant that can guard against misalignment," according to a Noria training course.
With this in mind, as well as the hundreds of machines that perish each year as a result of incorrect alignment, it's time to step up your dependability program.
An alignment may be an important element of a preventative maintenance strategy if done correctly. The diversity of approaches and instruments available makes it simple to justify devoting the time necessary to do the task correctly.
A few studies or data have been published about the impact of poor installation procedures and the problems that ensue. According to a research study by Noria, poor installation accounts for up to 65 percent of failures. Misalignment and soft foot conditions were responsible for 36 percent of all failures. A little early work on correct machinery alignment would appear to go a long way toward increasing asset dependability. The difficulties that are being addressed must first be recognized before the alignment can be done correctly.
Misalignment: What does it mean?
Bearing life, coupling life, and seal life can all be shortened by misalignment. The horizontal and vertical axes of misalignment must be corrected. There are three forms of misalignment inside each of these planes: angular misalignment, parallel misalignment, and combined misalignment.
- Angular Offset Misalignment: Happens when the faces of the shafts or couplings are not at right angles to one other or parallel to each other
- Parallel Offset Misalignment: Happens when the two shafts to be aligned have centerlines parallel to each other, but the centerlines are offset
- Combined misalignment: Happens when there are parallel and angular deviations in the same centerline
The easiest way to repair horizontal angular misalignment is to use jackscrews or alignment screws to put the asset into alignment, with the front and back of the asset being adjusted at separate measurements. Shims are used to raise and level the object to rectify vertical angular misalignment, with various quantities of shims utilized at the front and back. The centerlines are parallel but not in line due to offset misalignment. Horizontal offset is best adjusted by utilizing jack screws to push the item from side to side, but the amount of adjustment should be equal on both the front and rear of the object. Equal quantities of shims are placed under all the asset's feet to rectify vertical offset misalignment. A mix of Angular and Offset misalignment may be seen in most setups.

Soft foot: What does it mean?
When all of the asset's supporting members are not equally supportive of the asset, soft foot occurs. The asset does not sit firmly on all supports in a soft foot state which is a frequent cause of misalignment. A soft foot can also put a strain on the machine casing and cause bearing bores to become oval. Bad machine support, dirt, or paint under the asset or on the supports, anchor bolts wrongly torqued during grouting, poor base plate design, poor leveling, grout degradation and settling, and corrosion of the asset's base or foot are all possible causes of soft foot.
Ordinary soft foot and angular soft foot are the two main kinds of soft foot. The average soft foot is the distance between one of the asset's feet and the base plate. The angular or irregular uneven space between asset support and the base plate is known as an angular soft foot.
Identifying Misalignment
The shafts are aligned in both the horizontal and vertical planes is how proper machine alignment is defined. A parallel misalignment indicates that shafts have been offset. When shafts run at an angle to one another, this is referred to as angular misalignment. There may be both parallel and angular misalignment that has to be addressed.
In both the horizontal and vertical planes, there is a parallel misalignment. Adding or removing shims from the motor or machine foot may typically correct vertical misalignment. Horizontal misalignment requires side-to-side motor or machine movement until the centerlines are aligned. In the vertical and horizontal axes, angular misalignment can also occur.

Effects of Misalignment
Misalignment can have disastrous consequences for a machine. The most frequent sign is coupling damage. When a technician separates the coupling pieces for interior inspection, the grid or teeth may be damaged, necessitating coupling replacement. Of fact, this simply conceals the real issue that exists within the motor or machine.
Misalignment also increases friction along the bearing surfaces, resulting in increased wear, energy consumption, and machine premature failure. Seals can be destroyed at any point throughout the process, resulting in leakage. If the problem persists for a long time, the shaft may be damaged as well. A simple swap-and-replace is no longer adequate once the components begin to deteriorate. If the underlying cause of misalignment is not identified and remedied, the problem will continue to occur. Corrective alignment can't be handled until the maintenance expert has received adequate training and has a greater grasp of how dangerous shaft alignment is.
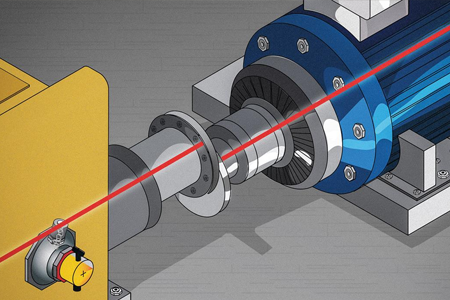
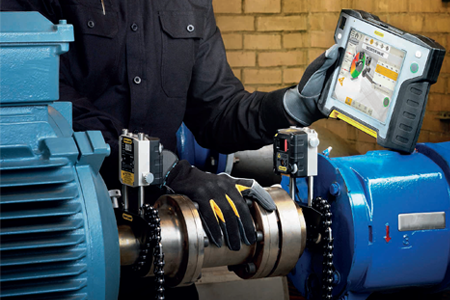
Predictive Maintenance Techniques
Misalignment can be detected using a variety of predictive technologies. vibration analysis, oil analysis, and thermography are the most prevalent alternatives although the timetable of detection may vary.
When compared to a known baseline, vibration analysis may reveal misalignment by assessing variations in vibration response, critical speeds, and equipment stability. Axial vibration values are generally in the 1X range, whereas radial vibration readings are usually in the 2X range.
An aberrant result does not always indicate an issue with alignment. To rule out other possible causes and determine if misalignment is the problem, samples from both the drive and drive ends must be obtained. Vibration analysis may not discover a misalignment until a greater bearing problem arises, depending on the extent of the misalignment. As a result, correct alignment is always the first step. Only utilize screening tools for detection.

Another technique for detecting alignment problems early is thermography. A rise in temperature will occur as a result of the increased friction caused by misalignment. A technician can discover any anomalous hot spots by creating a heat map of the bearing regions.
When inspecting a piece of equipment, a rise in temperature isn't necessarily cause for concern. This increases the user's duty to compare comparable devices and do spot inspections consistently.

Oil analysis can also help discover misalignment by providing information on the machine's overall health, as well as oil and impurities. If done correctly, such as sampling from the correct place, flushing sample lines, and utilizing fresh sampling devices, it can detect active machine wear earlier than vibration analysis. It might be difficult to draw a clear link to misalignment without understanding the metallurgy of the machine's bearings.
The elemental analysis of typical bearing materials including iron, aluminum, copper, lead, and chromium might indicate minor increases. This information might be the first sign that anything is wrong with the machine. Combining oil analysis with vibration analysis may be a powerful tool for spotting problems early and pinpointing their root causes. Shapes, sizes, textures, and colors frequently associated with two-body abrasion, scuffing, and surface fatigue will be visible in the microscopic appearance of particles due to misalignment.
Source: machinerylubrication.com


























